Apprentissages - module 4
4.4. Problèmes techniques et solutions
Malgré vos connaissances et votre expérience, il se peut que vous rencontriez des problèmes techniques lors de l’impression. Parfois, annuler et recommencer l’impression peut être suffisant pour surmonter certains problèmes. C’est pour cette raison que les premières minutes de l’impression sont importantes et qu’il est parfois rentable de bien surveiller le processus au départ. Toutefois, si des erreurs surviennent toujours après plusieurs essais, il serait mieux d’en chercher les causes et d’effectuer des tests afin de vérifier d’éventuelles hypothèses. Certains problèmes peuvent être réglés par la modification d’un seul paramètre d’impression alors que d’autres nécessitent davantage d’ajustement. Voici une liste non exhaustive de problèmes potentiels avec des hypothèses de solutions, bien qu’il en existe de nombreuses, tirée notamment d’un Wiki dédié à l’impression 3D (RepRap printDoctor, 2017). Si vous rencontrez un problème, n’hésitez pas à chercher sur le net afin de trouver des conseils.
Décollement de la base : La base de la pièce du plateau se décolle lors de l’impression.
Une impression 3D qui décolle de la surface d’impression
Causes possibles :
Le plateau d’impression n’est pas au niveau
La première couche est imprimée trop rapidement
La surface du plateau n’est pas propre
Correctifs proposés
Ajuster le plateau d’impression selon les recommandations du fabricant
Réduire la vitesse d’impression de la première couche
Nettoyer le plateau d’impression ou remplacer sa surface.
Décollement des angles : Les coins de la pièce se décollent du plateau et la base de la pièce n’est pas plane.
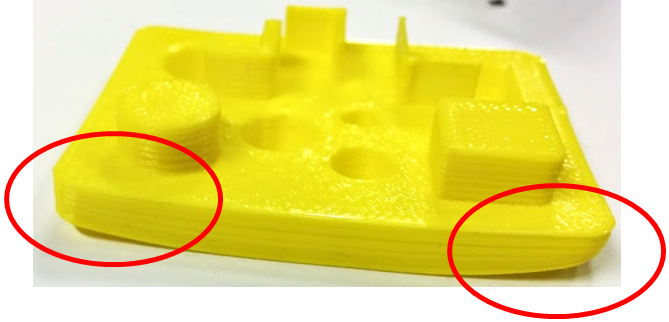
Une pièce dont les coins se sont décollés du plateau d’impression
Causes possibles
Mauvaise adhérence de la pièce au plateau
Coefficient de retrait du matériau trop important
Première couche pas assez « écrasée »
Correctifs proposés
Changer de matériau
Mettre de l'adhésif (colle, 3Dlaque, ruban adhésif…)
Régler correctement la hauteur du plateau
Effondrement : Effondrement ou mauvaise qualité d'une surface en surplomb.
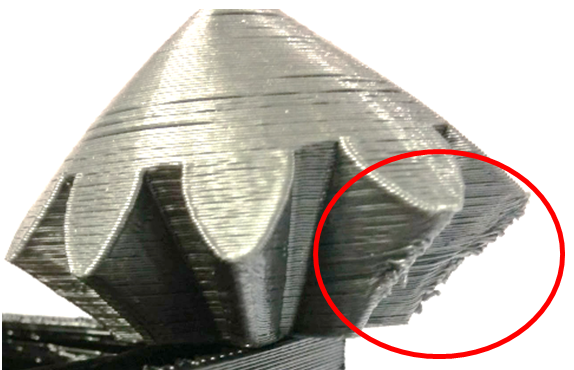
Une pièce dont une partie en surplomb s’est effondrée
Cause possible
La solidification du plastique déposé en périphérie du surplomb n’est pas assez rapide et le filament déposé bouge avant solidification. Le phénomène se répète ou s’accentue d’une couche à l’autre.
Correctifs proposés
Ventiler plus efficacement le plastique déposé (localisation du flux d’air, débit)
Créer des supports
Changer l'orientation de la pièce
Écoulement : De fins filaments sont tissés dans le vide entre différentes parties de la pièce.
Une pièce avec des fils parasitaires comparée à une pièce bien imprimée

Cause possible
Du plastique continue de s'écouler de la tête lors des déplacements de celle-ci, en raison de la pression résiduelle dans la buse d’extrusion.
Correctifs proposés
Augmenter la longueur de retrait du filament (retraction length dans Slic3r, retraction distance dans CuraEngine). Le recul du filament fait chuter la pression dans le corps de chauffe. L’effet peut être modulé en jouant aussi sur la vitesse de retrait.
Augmenter la vitesse de déplacement de la tête. Cela laisse moins de temps au plastique fondu pour s’écouler.
Diminuer la température d’extrusion. Celle-ci est peut-être trop élevée conduisant à un plastique plus fluide s’échappant plus rapidement par l’orifice de la tête.
RepRap printDoctor. (5 mai 2017). Dans Wiki LOGre. Repéré le 21 juillet à https://www.logre.eu/wiki/RepRap_printDoctor
Images :
Anonyme. (2014). 3d printer fail [GIF]. Repéré à https://makeagif.com/gif/3d-printer-fail-C8yNew
RepRap printDoctor. (2017a). 300px-Warping_Defaut_n10 [PNG]. Repéré à https://www.logre.eu/mediawiki/images/thumb/1/15/Warping_Defaut_n10.png/300px-Warping_Defaut_n10.png
{kind=link}
RepRap printDoctor. (2017b). Surplomb_Defaut_n2av [PNG]. Repéré à https://www.logre.eu/mediawiki/images/e/e9/Surplomb_Defaut_n2a.png
{kind=link}
RepRap printDoctor. (2017c). RepRapDoctor_Defaut_n1[PNG]. Repéré à https://www.logre.eu/wiki/Fichier:RepRapDoctor_Defaut_n1.png
{kind=link}