Apprentissages - module 3
| Site: | Campus RÉCIT |
| Formation: | Modélisation et impression 3D |
| Livre: | Apprentissages - module 3 |
| Imprimé par: | Visiteur anonyme |
| Date: | mardi, 21 juillet 2026, 03:44 |
Description
Les aspects traités dans la phase d'apprentissage de ce module sont les suivants.
3. Du modèle 3D à la production
Table des matières
- 3.1. Du fichier de l’objet 3D modélisé en passant par le trancheur jusqu’à l’imprimante
- 3.2. Le trancheur
- 3.2.1. Manipulation de la pièce : translation, pivot, échelle, coupe
- 3.2.2. Supports
- 3.2.3. Têtes d’impression et matériaux
- 3.2.4. Adhésion au lit d’impression : radeau et bordure
- 3.2.5. Hauteur des couches : la première et les subséquentes
- 3.2.6. Vitesse d’impression
- 3.2.7. Remplissage : taux et types
- 3.2.8. Température
- 3.3. Le G-Code
Avant de pouvoir tenir un objet imprimé en 3D dans ses mains, l’idée de celui qui veut le créer doit passer par plusieurs étapes. Une fois la modélisation 3D complétée, le produit digital qui en découle (un fichier créé à l’aide d’un logiciel de modélisation) doit passer par un trancheur avant d’être prêt à être imprimé. Il s’avère donc important de bien comprendre le rôle du trancheur et ses liens avec l’imprimante 3D. Les étapes du modèle à l’impression 3D3.1. Du fichier de l’objet 3D modélisé en passant par le trancheur jusqu’à l’imprimante

3.1.1 Les fichiers 3D
Une fois l’objet 3D modélisé, un fichier informatique contenant toutes les informations relatives est créé par le logiciel de modélisation. Comme la plupart des logiciels, ceux qui sont utilisés pour faire de la modélisation 3D permettent habituellement de sauvegarder en différents formats. Combien existe-t-il de formats ? Des centaines, puisqu’à peu près chaque logiciel crée le sien afin qu’il soit le plus compatible possible avec certains produits (Chakravorty, 2018a). Ainsi, si une personne utilise le logiciel Autocad, elle pourra créer un fichier en format .DWG alors qu’une autre qui utilise Blender obtiendra un fichier au format .BLEND. Advenant que ces deux personnes veuillent travailler sur le même projet, il leur sera impossible d’utiliser ces types de fichiers.
Heureusement, mis à part les formats que l’on pourrait qualifier de “propriétaire” puisqu’ils sont créés par une compagnie, il existe des formats “neutres” qui ont une meilleure compatibilité avec les différents logiciels et imprimantes. Il existe quelques formats de fichiers neutres, mais les deux plus communs sont les fichiers .STL et .OBJ. Il est important de bien choisir le format de fichier puisque c’est ce dernier qui détermine les informations qui seront transmises à l’imprimante 3D, que les formats ne peuvent pas tous contenir les mêmes types d’information et que les imprimantes ne savent pas tous les interpréter.
Référence :Chakravorty, D. (2018a). 8 Most Common 3D File Formats – Simply Explained. Repéré à https://all3dp.com/3d-file-format-3d-files-3d-printer-3d-cad-vrml-stl-obj/
3.1.2. Le format .STL
Le format .STL (STéréoLithographie) est le premier à avoir été inventé afin d’être utilisé avec l’imprimante développée par Chuck Hull en 1987 (voir module 2) (Chakravorty, 2018b). Il s’agit du plus léger format neutre et, pour cette raison, il est le plus utilisé dans le domaine du prototypage rapide. Toutefois, le format STL convient à l’impression d’une couleur unique puisqu’il ne permet pas de conserver les informations relatives aux couleurs (du moins dans son format standard). Ainsi, ce format devra être mis de côté à partir du moment où une impression multicolore est envisagée.
Référence :Chakravorty, D. (2018b). 2018’s Most Important 3D Printer File Formats. Repéré à https://all3dp.com/3d-printing-file-formats/
3.1.3. Le format .OBJ
Le format .OBJ est également grandement utilisé. Capable de supporter des informations d’une extrême précision, il permet de conserver les informations relatives aux couleurs et aux textures. Ces qualités lui valent sa popularité grandissante étant donné que l’industrie tend à utiliser davantage l’impression 3D en couleurs (Chakravorty, 2018b).
Référence :Chakravorty, D. (2018b). 2018’s Most Important 3D Printer File Formats. Repéré à https://all3dp.com/3d-printing-file-formats/
3.2. Le trancheur
Après avoir enregistré l’objet qui aura été modélisé à l’aide d’un logiciel de modélisation 3D et l’avoir enregistré en un format approprié, avant d’être transmis à l’imprimante 3D, il doit passer par un logiciel de tranchage. La tâche du trancheur (nom donné au logiciel de tranchage) est de donner des instructions à l’imprimante quant aux paramètres à respecter lors de l’impression (Horne et Hausman,2017). D’abord, cet outil tranche le modèle en fines couches (des centaines voire des milliers), ce qui permet de planifier le chemin optimal qui sera emprunté par la tête d’impression de l’imprimante 3D.
Les tranches d’un modèle dans un trancheur
Trancher en couches le modèle 3D que vous désirez imprimer et déterminer le chemin idéal pour y parvenir n’est pas la seule possibilité offerte par le trancheur. Ce dernier permet d’ajuster des paramètres de l’impression qui auront un impact important sur le rendu final. Alors qu’il est possible d’utiliser les paramètres d’impression par défaut, le logiciel de tranchage offre la liberté de les ajuster. Ainsi, selon les caractéristiques physiques du modèle à imprimer, le temps ou le matériel à votre disposition, le degré de précision espéré et les limites de l’imprimante utilisée, vous pourrez manipuler pour une dernière fois la pièce dans un environnement digital et une panoplie de variables. Ici, voici ceux que l’on retrouve habituellement. Certains trancheurs en possèdent d’autres (ou moins) que ceux énumérés ici, mais il n’en demeure qu’à vous de déterminer si le trancheur que vous utilisez répond ou non à vos besoins.Référence :
Horne, R., & Hausman, K. K. (2017). 3D printing for dummies. Hoboken, NJ : John Wiley & Sons, Inc.
Image :
Indiegogo. (2015). NEA 3D : Stylish & Upgradeable 3D Pinting for all. Repetier slicer 2 [GIF]. Repéré à https://images.indiegogo.com/file_attachments/1426612/files/20150429131955-repetier_slice_2.gif?1430338795
3.2.1. Manipulation de la pièce : translation, pivot, échelle, coupe
Une fois dans le logiciel de tranchage, bien que la modélisation de votre pièce soit terminée, vous pouvez encore en modifier certaines caractéristiques. En effet, il vous est habituellement possible d’en ajuster les dimensions globales (X, Y et Z), et ce, en gardant une échelle uniforme ou non. Parfois, le logiciel peut également vous proposer, par un simple clic, de redimensionner automatiquement la pièce afin qu’elle ait la plus grande dimension possible.
Le trancheur permet également de visualiser les limites spatiales de votre imprimante (p. ex., surface du plateau, hauteur maximale). Dans l’éventualité où un modèle dépasse ses limites, le trancheur vous permet de le couper sur différents plans (X, Y ou Z) et ainsi d’imprimer en même temps, mais en pièce séparée. Il ne restera qu’à unir les pièces par la suite (p. ex., avec de la colle).
Finalement, bien que vous ayez peut-être modélisé votre pièce afin qu’elle repose au centre de votre plateau d’impression, il se peut que votre pièce, une fois dans le logiciel de tranchage, ne soit pas sur le plateau, qu’elle soit à l’envers ou de côté ou qu’elle ne soit pas centrée. Les options de translations et de pivot sont alors nécessaires. Encore une fois, certains trancheurs offrent la possibilité de centrer ou d’aligner automatiquement sur la plateforme.
3.2.2. Supports
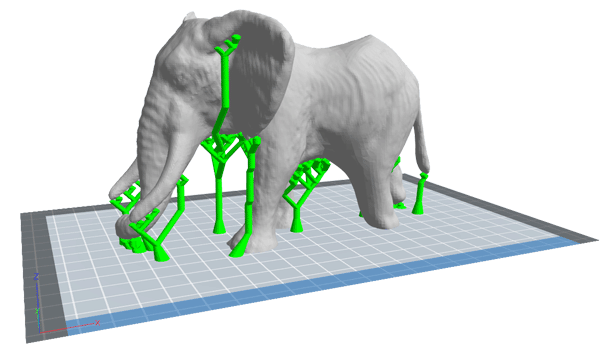
De nombreux logiciels de tranchage offrent la possibilité d’ajouter des supports à votre modèle aux endroits où une base serait bénéfique, voire nécessaire. En contexte d’impression par fabrication additive, cette possibilité est importante puisque, l’impression se faisant par l’ajout de couches superposées, la matière première doit pouvoir être déposée sur une surface afin de s’imprimer correctement. Par exemple, si l’on veut imprimer un éléphant dont les pattes reposent sur le plateau d’impression, de nombreuses parties de son corps sont en surplomb (oreilles, trompe, défenses, queue, ventre). À ce moment, les supports que l’on peut voir dans l’image ci-dessous et qui sont repérables par leur couleur verte, serviront d’appui et pourront être enlevés une fois l’impression terminée.

Supports générés dans un trancheur
Quand un support devient-il préférable ou nécessaire ? La capacité d’imprimer en surplomb varie selon l’imprimante utilisée. Généralement, la règle YHT (Larson’s, 2014) aide à prendre la bonne décision :
Y : Ce qui a une forme similaire à la lettre Y peut généralement s’imprimer sans support puisque la pente graduelle (moins de 45°) assure suffisamment de matière sur laquelle le matériel peut reposer lors de l’impression.
H : Ce qui a une forme similaire à la lettre H possède un surplomb central connecté à des côtés, ce que l’on appelle un pont. Tout pont devrait se voir ajouter un support à l’impression.
T : Ce qui a une forme similaire à la lettre T aura besoin d’un support.
Cette règle sert de repère et s’applique à bien d’autres contextes. Par exemple, voici l’image d’un même chat imprimé en 3D à trois reprises. Le premier a été imprimé sans support et on remarque que la matière première n’a pu se déposer sur l’abdomen et la queue, des endroits en surplomb, ce qui cause des défauts à ces endroits. Toutefois, le torse et la tête étant en pente graduelle (forme de la lettre Y) ont relativement bien été imprimés malgré l’absence de support. Des supports ont été ajoutés au chat du milieu et on peut remarquer que la queue et le torse sont maintenant mieux imprimés que dans le premier cas. Également, on retrouve un support sous la tête qui assure que la tête s’imprime correctement. Finalement, à droit, on peut voir le chat après qu’on lui ait retiré manuellement (à l’aide d’outils conventionnels, p. ex., une pince), les supports.

Comparaison d’un modèle imprimé avec et sans supports
Alors que les trancheurs permettant d’ajouter des supports optimaux offrent habituellement de le faire automatiquement, cet ajout n’est pas nécessairement optimal. Il existe plusieurs types de supports et chacun d’eux présente des avantages ou inconvénients. Par exemple, comme on peut le voir dans l’image ci-dessous, la pièce de gauche a des supports linéaires alors que celle de droite à des supports en branche d’arbre. Selon la complexité de votre pièce, le temps ou la matière première à votre disposition, il s’avèrera de choisir le type de support adapté (le linéaire étant pour les pièces demandant plus de support, mais peu économe et celui en branche d’arbre pour des figures plus complexes et pour économiser de la matière et du temps).

Supports linéaires et supports en branche d’arbre
Référence :
Larson’s, J. (2014). 3D Printing TIP: Designing with supports in mind and the YHT rule . Repéré à www.3dpprofessor.com/2014/05/3d-printing-tip-designing-with-supports.html
Images :
Geeetech. (2018). The Secret to Amazing 3D Prints Lies In These Slicer Settings! [PNG]. Repéré à http://www.geeetech.com/blog/wp-content/uploads/2018/01/3dprinter.png
Ooi, T. (2018). 3D Printing Supports Guide – All You Need to Know [JPG]. Repéré à https://all3dp.com/2/3d-printing-supports-guide-all-you-need-to-know/
Smith, D. (2015). Raft & Supports Display [JPG]. Repéré à https://www.thingiverse.com/thing:933126
3.2.3. Têtes d’impression et matériaux
Bien que la tête d’impression ainsi que les matériaux utilisés en impression 3D soient abordés en profondeur dans un autre module, il est important de savoir que le trancheur nous permet de paramétrer ces éléments. Certaines imprimantes permettent d’imprimer différents matériaux ou possèdent plus d’une tête d’impression alors que d’autres non. Dans tous les cas, sélectionner le matériel qui sera utilisé pour l’impression assure que d’autres paramètres (p. ex., la température) seront adaptés à ce dernier. Également, dans le cas d’une imprimante munie de plus d’une tête d’impression, l’étape du tranchage sera l’occasion de paramétrer des options d’impression avancées pour que chacune des têtes fasse le travail espéré, par exemple l’application d’une couleur différente.

Deux têtes d’impression qui impriment un seul et même modèle
Image :
CEL-UK. (2015). dualmaterialprint_spiral300 [GIF]. Repéré à http://www.cel-uk.com
3.2.4. Adhésion au lit d’impression : radeau et bordure
Les plateaux d’impression varient d’une imprimante à l’autre. Les différents types seront abordés plus en profondeur dans le prochain module. Toutefois, qu’importe l’imprimante, il est crucial que l’adhésion des pièces à imprimer sur le plateau d’adhésion soit optimale. Dans le cas contraire, la pièce risque de se décoller du plateau, ce qui ruine une impression, tel qu’on peut le constater dans l’image ci-bas.
Une impression 3D qui décolle de la surface d’impression
Afin d’optimiser l’adhésion de l’impression 3D au plateau, on peut en augmenter la surface de contact. Pour ce faire, à l’aide du trancheur, on peut lui ajouter un ou plusieurs éléments : une jupe, une bordure ou un radeau (Simplify3D, 2018a). La jupe est une ligne qui entoure la pièce sans la toucher. Créée avant d’imprimer le modèle désiré, elle aide à établir un débit constant de matière première. La bordure est similaire à la jupe, mais elle touche aux arêtes de la base de la pièce à imprimer. Rapide à imprimer, elle se sépare facilement de la pièce une fois l’impression complétée. Quant au radeau, il s’agit d’un treillis sur lequel va reposer le modèle à imprimer plutôt que sur le plateau. Il peut aider à stabiliser un modèle avec une petite surface d’adhésion ou pour créer une base forte sur laquelle seront imprimées les parties supérieures. Comme les autres moyens, le radeau peut être enlevé une fois l’impression complétée.

De gauche à droite, une jupe (la 1ère image), une bordure (les 2e et 3e) et un radeau les (4e et 5e).
Référence :
Simplify3D. (2018a). Rafts, Skirts and Brims!. Repéré à https://www.simplify3d.com/support/articles/rafts-skirts-and-brims/
Images :
Aitziber. (2015). Skirtbrimraft [JPG]. Repéré à http://wiki.ikaslab.org/images/5/58/Skirtbrimraft.jpg
Anonyme. (2014). 3d printer fail [GIF]. Repéré à https://makeagif.com/gif/3d-printer-fail-C8yNew
3.3.5. Hauteur des couches : la première et les subséquentes
On peut concevoir la hauteur des couches comme étant un élément important de l’équation dont le résultat est la résolution de l’imprimante 3D (Pinshape, 2015). Les impressions faites de couches plus minces auront une surface plus lisse, ce qui peut être intéressant pour l’impression d’un modèle ayant beaucoup de détails. Toutefois, cela prendra plus de temps d’imprimer un même objet avec des couches minces qu’avec des couches plus épaisses. À ce moment, il s’agit de choisir l’épaisseur qui répond le mieux à ses besoins en dosant précision et temps d’impression. Dans certains trancheurs, il est possible de modifier la hauteur des couches au cours d’une même impression, ce qui permet de les ajuster au besoin. Parfois, seul un oeil avisé pourra voir la différence alors que souvent la différence est flagrante, telle que dans cette photo où, de gauche à droite, la même figure a été imprimée avec des couches de plus en plus fines.

Un même modèle imprimé avec des couches de différentes épaisseurs
Référence :
Pinshape. (2015). 3D Slicer Settings for Beginners – 8 Things You Need to Know. Repéré à https://pinshape.com/blog/3d-slicer-settings-5-things-you-need-to-know-about-3d-printing-software/
Image :
Simplify 3D. (2018d). Layers-Splitting-Or-Cracking [JPG]. Repéré à https://www.simplify3d.com/support/print-quality-troubleshooting/#warping
3.2.6. Vitesse d’impression
Le trancheur permet également de modifier la vitesse d’impression, c’est-à-dire la vitesse à laquelle la tête d’impression se déplacera lorsqu’elle déposera de la matière première. Alors que la vitesse optimale dépend de l’objet imprimé, plus une impression se fera rapidement, moins celle-ci sera détaillée. Ainsi, selon le temps à votre disposition et la résolution espérée, il faudra ajuster la vitesse d’impression en conséquence (Simplify 3D, 2018b).
Référence :
Simplify 3D. (2018b). Print Quality Troubleshooting Guide . Repéré à https://www.simplify3d.com/support/print-quality-troubleshooting/#warping
3.2.7. Remplissage : taux et types
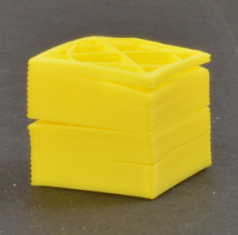
Le remplissage, dans un contexte d’impression 3D, se mesure en pourcentage et réfère à la densité de l’objet imprimé. Les trancheurs permettent de déterminer le remplissage souhaité, ce qui donne la possibilité d’obtenir un objet plus solide en se rapprochant du 100% ou d’avoir un objet plus léger, qui s’imprimera plus rapidement et qui nécessitera moins de matière première avec un taux de remplissage plus bas.
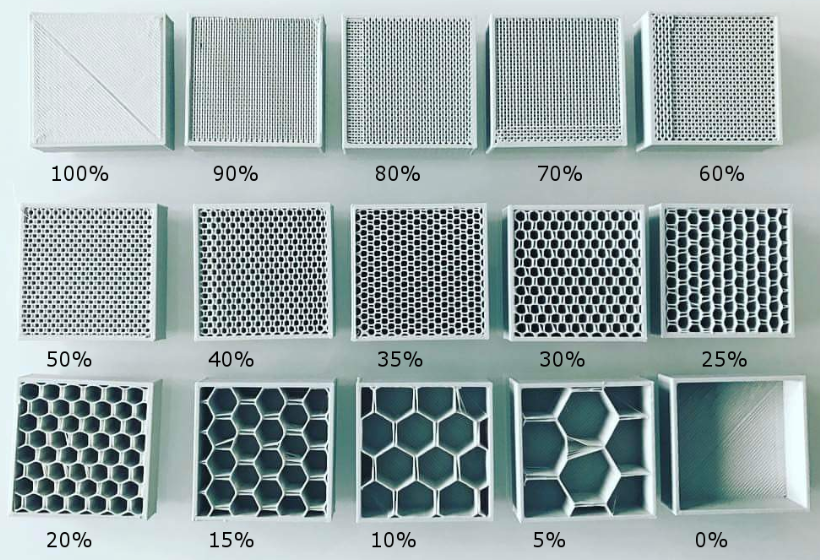
Différents taux de remplissage
En plus du taux de remplissage, le trancheur est l’outil de choix pour modifier le type de remplissage, soit sa forme, ce qui peut être bénéfique dans certains cas. Par exemple, la forme rectangulaire, le type de remplissage standard, permet une rigidité raisonnable dans toutes les directions tout en étant le plus simple à imprimer. L’alvéole est un autre exemple populaire qui procure davantage de rigidité que la forme rectangulaire, mais qui prend davantage de temps à imprimer (Tyson, 2017). Chaque trancheur offre une palette de types de remplissage différents et, selon le temps, la matière première et le trancheur à votre disposition, vous devrez trouver le type qui répondra à vos besoins.

Différents types de remplissage
Référence :
Tyson, E. (2017). How to Use 3D Print Infill Settings - Increase Strength, Save Filament. Repéré à https://rigid.ink/blogs/news/optimum-infill
Image :
My 3D print pro. (2018). infill-settings_orig [JPG]. Repéré à www.my3dprintpro.com/infill.html
3.2.8. Température
Les fabricants de matières premières destinées à l’impression connaissent leurs produits, mais pas l’imprimante que vous utiliserez. Ainsi, certains recommandent une température à laquelle leur produit devrait être le plus performant. Toutefois, puisque cette température dépend de plusieurs facteurs (imprimante utilisée, température ambiante, etc.), d’autres fabricants préfèrent suggérer un intervalle de température et, malheureusement, ce dernier est souvent trop grand pour donner une piste.

Indications du fabricant sur la température optimale à laquelle utiliser un produit
À ce moment, le trancheur s’avère essentiel afin de modifier la température d’impression et faire des tests. En effet, une température trop basse ou trop élevée aura une répercussion sur la qualité de l’impression. Par exemple, une température trop élevée pourrait créer des fils “parasites” alors qu’une température basse pourrait causer la séparation de couches.
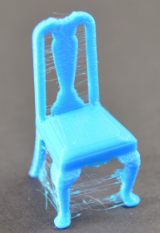
Des fils parasités ou une séparation des couches causés par une température d’extrusion inadéquate
Images :Simplify 3D. (2018d). Hairs-And-Stringing [JPG]. Repéré à https://www.simplify3d.com/support/print-quality-troubleshooting/#warping
Simplify 3D. (2018d). Layers-Splitting-Or-Cracking [JPG]. Repéré à https://www.simplify3d.com/support/print-quality-troubleshooting/#warping
3.3. Le G-Code
Bien que l’ajustement des paramètres peut être bénéfique, cette étape est facultative contrairement à celle de la programmation de commande numérique. Celle-ci est nécessaire puisqu’elle définit les séquences d’instruction pilotant l’imprimante 3D. Alors que le fichier issu du logiciel de modélisation contient les informations au modèle à imprimer, le trancheur traduit ces informations en un langage compréhensible pour l’imprimante 3D : le G-Code. “Les trancheurs sont la meilleure façon de passer d'un modèle 3D en fichier gcode imprimable, mais l'utilisateur sacrifie une certaine flexibilité lors de leur utilisation” (“G-code/fr, 2018).
Tandis que certains préfèrent utiliser un trancheur pour générer automatiquement le G-Code, d’autres se penchent plus vers les bibliothèques de G-Code ou vont même jusqu’à écrire eux-mêmes les codes qui indiqueront à l’imprimante la température à utiliser, comment se déplacer et comment disposer de la matière première afin de construire les couches successives. Certains trancheurs offrent même la possibilité de générer un G-Code qui pourra être modifié manuellement avant d’être envoyé à l’imprimante. Les personnes initiées à la programmation informatique auront une longueur d’avance comparativement à un non-initié puisque le fonctionnement est similaire à certains langages informatiques (p. ex., Python). Pour apprendre, les simulateurs que l’on retrouve en ligne (souvent gratuitement) sont des outils de prédilection tout comme les forums et sites internet à ce sujet.
{kind=link}
{kind=link}
{kind=link}
Simulation d’une impression (à droite) selon un G-Code (à gauche)
Référence :G-code/fr. (30 mai 2018). Dans RepRap. Repéré le 20 juillet à https://reprap.org/wiki/G-code/fr
Image :
Luciano, X. (s. d.). Online GCode Viewer for Mac and Windows [GIF]. Repéré à https://gfycat.com/fr/gifs/detail/DampLoathsomeCow