Apprentissages - module 4
| Site: | Campus RÉCIT |
| Formation: | Modélisation et impression 3D |
| Livre: | Apprentissages - module 4 |
| Imprimé par: | Visiteur anonyme |
| Date: | mardi, 21 juillet 2026, 03:25 |
Description
Les aspects traités dans la phase d'apprentissage de ce module sont les suivants.
4. Sécurité, mécanique, limites et solutions
4.1 Sécurité
Dès le préscolaire, l’école joue un rôle important en ce “qui a trait à la compréhension des enjeux liés à la santé et au bien-être et à l’adoption de saines habitudes de vie. Elle doit assurer aux élèves un environnement sécuritaire [...]. Cette responsabilité déborde largement le cadre des seules interventions propres au programme [...]. Elle requiert une action concertée de l’ensemble du personnel (MELS, 2001, p. 44). Une imprimante 3D, au même titre que tout ce qui est mis à la disposition de l’élève, doit être utilisée avec certaines précautions adaptées à la situation (âge, élève, capacités intellectuelles et physiques, niveau d’expertise, aménagement de l’endroit où l’imprimante est installée, modèle de l’imprimante, matière première utilisée, etc.). Bien que toutes sortes d’imprévus peuvent subvenir, cet aspect ne doit pas empêcher la présence de la machine en classe, l’école étant un lieu privilégié d’apprentissage d’une posture responsable face à des objets « dangereux » (Ministère de l’Éducation nationale, 2018, p. 19).
Les risques d’utiliser une imprimante 3D peuvent être physiques (p. ex., feu) ou électriques (p. ex., survoltage). Même si jusqu’à présent peu d’études ont été menées à ce sujet, l’impression 3D présenterait également un risque pour la santé humaine (CCHST, 2015). En effet, selon une étude finlandaise, les imprimantes 3D émettent dans l’air une quantité importante de particules ultrafines et de nanoparticules lorsqu’elles sont utilisées (Yi, J., LeBouf, R., Duling M., Nurkiewicz, T., Chen, B., Schwegler-Berry, D., Virji A. et Stefaniak, A., 2016).
En connaissant ces risques, il est possible de les diminuer. Par exemple, croyant que l’opération d’une imprimante 3D est sécuritaire lorsque certaines mesures de protection sont en place, l’Université de l’Ontario a mis en place quelques mesures afin de diminuer les risques associés à l’impression 3D (University of Ontario. Institute of technology, 2018).
Achat de modèles d’imprimantes 3D reconnues pour leur sécurité et leur fiabilité ;
Installation de fiches signalétiques (sécurité des matériaux et fiches de données) à proximité des imprimantes afin que les utilisateurs soient conscients des dangers potentiels d’utiliser une imprimante 3D ;
Choix d’utiliser le filament PLA (acide polylactique) au lieu du filament ABS (acrylonitrile butadiène styrène). Comme il est à base de plantes, le PLA est moins toxique que l'ABS qui est à base de pétrole, et émet une odeur moins caustique. Il est également semi-biodégradable, ce qui en a fait un choix plus écologique.
Disposition des imprimantes 3D dans un endroit ouvert et bien ventilé afin que les vapeurs puissent se dispersent facilement.
Ces mesures sont des exemples de précautions qui pourraient être prises par les membres de l’équipe-école, mais il en existe davantage. Les fabricants d’imprimantes 3D offrent habituellement des consignes de sécurité et il est possible de s’inspirer de ce qui se fait ailleurs. L’impression 3D offre une grande liberté, mais la liberté vient avec des responsabilités. Ces responsabilités vous incombent et une bonne connaissance des enjeux liés à l’impression 3D et une expérience pratique avec les appareils qui y sont liés sont des manières de s’assurer que vous les remplirez correctement (Université Concordia, 2018).
Références :
Centre canadien d'hygiène et de sécurité au travail [CCHST]. (2015). L'imprimante 3D de bureau et la sécurité. Repéré à https://www.cchst.ca/newsletters/hsreport/issues/2016/08/ezine.html
Jinghai Yi, Ryan F. LeBouf, Matthew G. Duling, Timothy Nurkiewicz, Bean T. Chen, Diane Schwegler-Berry, M. Abbas Virji et Aleksandr B. Stefaniak. (2016). Emission of particulate matter from a desktop three-dimensional (3D) printer, Journal of Toxicology and Environmental Health, Part A, 79:11, 453-465, DOI: 10.1080/15287394.2016.1166467
Ministère de l’éducation, du loisir et du sport [MELS]. (2001). Programme de formation de l’école québécoise. Repéré à http://www.education.gouv.qc.ca/fileadmin/site_web/documents/dpse/formation_jeunes/prform2001.pdf
Ministère de l'Éducation nationale. (2018). L'impression 3d. Repéré à http://cache.media.eduscol.education.fr/file/Numerique/63/2/Guide_impression3D-version_finale_930632.pdf
Université Concordia. (2018). 3D printer safety. Repéré à https://www.concordia.ca/content/dam/concordia/services/safety/docs/EHS-DOC-148_3DPrinterSafety.pdf
University of Ontario. Institute of technology. (2018). 3D printing : health and safety. Repéré à https://guides.library.uoit.ca/3dprinting/health-safety
4.2. Prise en main de l’imprimante :
Afin de permettre une prise en main de l’imprimante 3D qui soit optimale, il s’avère important de bien connaître les pièces qui la constituent et les matières premières qu’elle utilise.
4.2.1. Les pièces de l’imprimante 3D
Tel qu’expliqué précédemment, il existe différents principes d’impression 3D (dépôt de matière fondue, stéréolithographie, etc.). Pour chacun de ces principes, des compagnies ont créée des imprimantes 3D dont certaines caractéristiques diffèrent les unes des autres (matériaux de conception, couleur, dimensions, etc.). Des composantes principales se retrouvent toutefois généralement dans l’ensemble des possibilités. Bien comprendre la fonction de chacune d’elle et être en mesure de bien les repérer sur l’appareil utilisé a de nombreux avantages : utilisation optimale, réparation en cas de bris, etc.
Chaque imprimante a un châssis dont la principale fonction est de supporter les composantes électroniques et mécaniques impliquées dans l’impression 3D. Il existe une infinité de possibilités au design du châssis d’une imprimante, mais moins de procédés de construction et chacun d’eux possède ses avantages (Toglefritz, 2015). Par exemple, les cadres construits à l’aide de joints et de tiges sont simples à créer et à assembler, mais l’accès qu’ils offrent aux pièces mécaniques et électriques peut augmenter les risques de blessures. Sinon, on retrouve aussi des châssis, fermés ou semi-fermés, qui sont en métal ou en plastique. Ces modèles sont plus chers à produire, mais, en plus d’être souvent plus esthétique, offrent une protection supplémentaire puisque plusieurs pièces ne sont pas facilement accessibles. Habituellement partie intégrante du châssis, on trouve également les tiges de guidage qui permettent à la tête d’impression de se déplacer le long de ses axes.

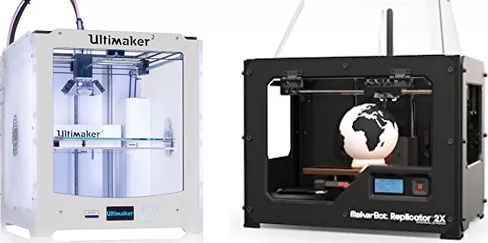
Des imprimantes 3D aux châssis différents
Sur les tiges de guidage, un ou plusieurs moteurs de type pas à pas contrôlent précisément les mouvements de la tête d’impression. La tête d’impression renferme un mécanisme qui permet de forcer la matière première afin de la rendre malléable : on parle alors d’extrusion. Ainsi, on fait souvent référence au mot “extrudeuse” lorsqu’on pense à la pièce qui fait l’extrusion de la matière première. Afin de forcer la matière, l’extrudeuse contient un moteur qui l’engage vers une buse chaude qui fait fait fondre la matière la rendant ainsi suffisamment malléable pour qu’elle puisse être déposée à différentes vitesses où en différentes quantités.

Anatomie d’une extrudeuse
Une fois sortie de la buse de l’extrudeuse, la première couche de matière première se dépose sur une plate--forme d’impression communément appelée “lit d’impression”. Rond, carré ou rectangulaire, le lit d’impression est typiquement constitué d’une vitre sur laquelle il peut y avoir un matériel qui augmente l’adhésion de la pièce imprimée à la plate-forme lors de l’impression. Mis à part leur dimension et leur forme, deux catégories de plate-forme existent : celles dont la surface est chauffée et celles qui ne le sont pas. Alors que les lits d’impression non chauffés sont surtout recommandés seulement pour l’impression du PLA, ceux dont la température augmente sont souvent nécessaires pour les autres types de matières premières. En chauffant, la plateforme assure une meilleure adhésion à ces matériaux qui, lorsqu’ils refroidissent, se rétractent tellement qu’ils se décollent lors de l’impression.
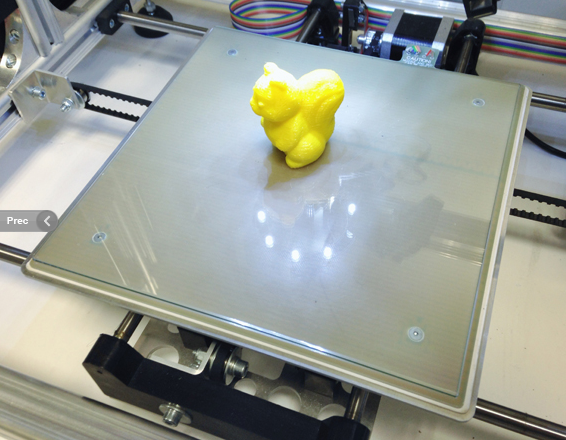
Plateforme d’impression
Finalement, connectées à une interface qui permet à l’utilisateur d’effectuer des réglages, les imprimantes 3D possèdent un micrologiciel qui permet d’en contrôler tous les aspects. C’est le deuxième cerveau de l’imprimante (vous étant le premier). Alimenté par une prise de courant 120V, il transmet les informations à toutes les pièces en passant par des circuits électriques qui, connectés à des capteurs, lui renvoient des informations à leur tour.

Interface d’utilisation d’une imprimante 3D
Référence :
Toglefritz. (2015). 3D Printer Frame Design. Repéré àhttps://dabbletron.com/3d-printer-frame-design/
Images :
3D HUBS. 2018. Mendel Prusa [JPG]. Repéré à https://www.3dhubs.com/3d-printers/mendel-prusa
3D Printer chat. (2016). DIRECT-EXTRUSION-DIAGRAM [JPG]. Repéré à https://3dprinterchat.com/2016/03/3d-printer-extruder-ideal-resolution/direct-extrusion-diagram/
Flashforge. (2018). Touch Screen, High Resolution Printer, Flashforge 3D Printer Finder, PLA Filament [JPG]. Repéré à https://flashforge.en.made-in-china.com/product/gNHxkdylSDhO/China-Touch-Screen-High-Resolution-Printer-Flashforge-3D-Printer-Finder-PLA-Filament.html
Westin, S. (2015). ultimakor-2-vs-replicator-2x [JPG]. Repéré à https://total3dprinting.org/ultimakor-2-vs-makerbot-replicator-2-battle-of-the-3d-printers/
4.2.2. Les matières premières de l’impression 3D
Depuis le début du cours, le terme “matière première” a été volontairement utilisé afin de mettre l’accent sur le fait que l’impression 3D peut être faite à partir d’une panoplie de matériaux et que de multiples facteurs dont l’imprimante choisie, l’environnement de travail et le rendu espéré vont influer sur le choix de la matière première utilisée. Par exemple, une imprimante qui fonctionne selon le principe de stéréolithographie (transformation d’un liquide en une forme solide grâce à un laser ultraviolet), utilise une résine en photopolymère qui est sensible aux rayons ultraviolets. Cette résine peut être très résistante, mais onéreuse (3dilla, 2018). L’impression par fusion sélective par laser est un autre exemple de méthode d’impression 3D. Cette méthode balaye une fine poudre qui se solidifie grâce à un laser. La gamme de matériaux utilisés est vaste et comprend les plastiques, les métaux, le verre, la céramique et les différentes poudres de matériaux composites (Formlabs, 2018). On peut aussi penser aux imprimantes munie d'un bras robotisé qui peuvent notamment être utilisées en construction de bâtiment et dont la matière première est le béton. En somme, il existe de nombreuses matières premières à imprimer en 3D et leur nombre augmentera certainement au fur et à mesure que les technologies évolueront.
Il s’avère tout de même important de porter une attention particulière sur les deux matériaux les plus susceptibles d’être utilisés par les imprimantes fonctionnant selon le principe de dépôt de matière fondue : le PLA ou l’ABS. Certaines imprimantes 3D sont compatibles avec ces deux matériaux tandis que d’autres ne permettent que d’utiliser un de ces deux matériaux. Chacun d’eux a ses avantages et ses défauts, mais selon votre imprimante, votre environnement de travail ou votre intention de construction, il faudra choisir celui qui est le plus approprié.
Le PLA (ou acide polyactique) est biodégradable ou semi-biodégradable et peut être fabriqué à partir de matériaux recyclés et “par la transformation de la dextrose, un sucre végétal qui peut être obtenu à partir du maïs, de la betterave, de la canne à sucre ou d’une autre plante riche en sucres” (Cartouches certifiées, 2014a). Peu résistant à la chaleur et sensible à l’humidité, il plie peu et peut donc se casser facilement. Vendu sous la forme de bobine de filament dont le diamètre choisi variera en fonction de l’imprimante 3D utilisée, le PLA est notamment “utilisé pour fabriquer des emballages, principalement dans l'alimentaire en substitution des plastiques issus d'énergie fossile, car le matériau est compatible avec un contact alimentaire” (MonUnivers3D, 2014).

Des bobines de filaments de différentes couleurs
L’ABS (ou acrylonitrile butadienestyrene), quant à lui, est un polymère thermoplastique non-renouvelable, mais qui peut être recyclé. Capable de résister à des températures plus élevées que le PLA, il est toutefois aussi sensible à l’humidité. Il risque moins de se rompre que le PLA lorsqu’on le plie.”En raison de ces propriétés, il est très utilisé en industrie. On le retrouve par exemple dans beaucoup de pièces de plastique d’électroménagers, dans certains casques protecteurs et instruments de musique. Les blocs LEGO sont probablement l’utilisation la plus reconnaissable de l’ABS” (MonUnivers3D, 2014). Lors de son impression, l’ABS dégage une forte odeur de plastique brûlé. En plus de ce désagrément, des études ont démontré que des quantités inquiétantes de nanoparticules sont émises par l’utilisation de l’ABS en impression 3D (CNRS, s. d.) . Ainsi, il est nécessaire de prévoir l’utilisation dans un endroit aéré et muni d’une hotte permettant l’extraction de fumée éventuelle.
Références :
3dilla. (2018). Stéréolithographie. Repéré à http://fr.3dilla.com/imprimante-3d/stereolithographie/
Cartouches certifiées. (2014a). Les matériaux utilisés en impression 3D : le PLA. Repéré à https://cartouchescertifiees.com/blogue/materiaux-impression-3d-pla
Centre national de la recherche scientifique [CNRS]. (s.d.). Impression 3D et risques chimiques. Repéré à www.prc.cnrs.fr/spip.php?rubrique128
Formlabs. (2018). Introduction à l'impression 3D par frittage laser sélectif (SLS). Repéré à https://formlabs.com/fr/blog/introduction-impression-3d-frittage-laser-selectif-sls/
MonUnivers3D. (2014). Différence entre ABS et PLA. Repéré à www.monunivers3d.com/guide/abs-pla/
Image :
Dremel3d. (2018). 3d-printer-filament [PNG]. Repéré à https://dremel3d.fr/3d-printer-filament
4.3. Tester les limites de l’impression 3D
Avant de modéliser le premier objet que vous imprimerez, il peut être enrichissant d’imprimer des modèles qui vous permettront de tester les limites de votre imprimante 3D. Tel qu’expliqué dans le module où nous avons abordé le rôle du trancheur, de nombreux paramètres peuvent influencer le rendu de votre production et pouvoir les expérimenter aide à mieux les comprendre. Il s’agit également d’un excellent outil pour se familiariser avec la terminologie utilisée.
Pour ce faire, vous pouvez utiliser des modèles rendus disponibles sur des sites internet par des personnes intéressées par l’impression 3D. Par exemple, pour comprendre ou expliquer les différences entre les taux de remplissage de l’impression, il est possible d’imprimer une même pièce à des taux de remplissage différent. Mis à la disposition près de l’imprimante, ces exemples pourront permettre une meilleure utilisation des matières premières en démontrant qu’un remplissage à 100% n’est pas toujours nécessaire.
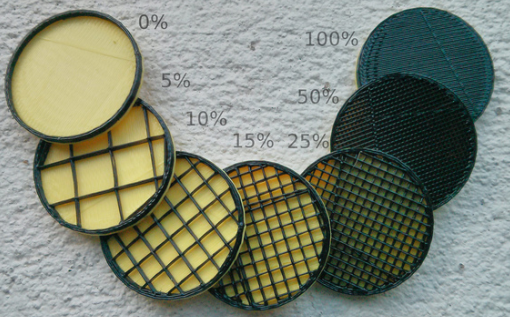
Des pièces pour comprendre et expliquer le principe de taux de remplissage
Un autre exemple est celui de la température. Puisque la température à laquelle l’extrusion se produit a une influence sur la qualité de l’impression et que chaque matière première a une température d’utilisation optimale, il existe des modèles permettant de comparer une même impression réalisée à des températures différentes. On pourra alors déterminer la température à laquelle les couches dont les défauts d’impression sont les moins présents.
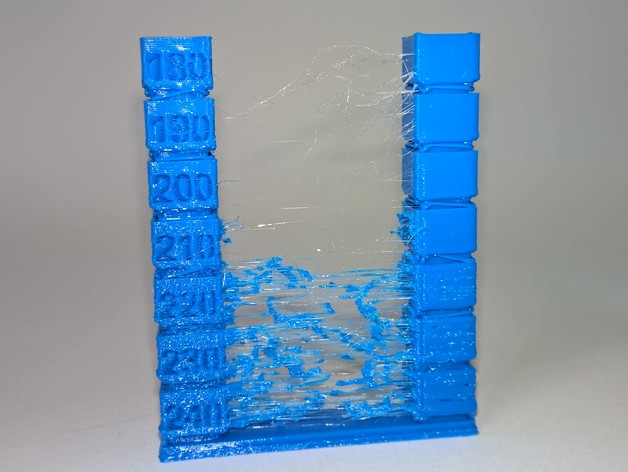
Une pièce pour comprendre et expliquer le rôle de la température dans l’impression
L’impression en surplomb, en couches de différentes épaisseurs, avec ou sans support, à différentes vitesses, etc. sont d’autres tests qu’il est possible d’effectuer et il existe des modèles qui permettent d’en faire plusieurs en une seule impression. Toutefois, ils sont souvent plus complexes à paramétrer que ceux qui visent à expérimenter une seule variable.
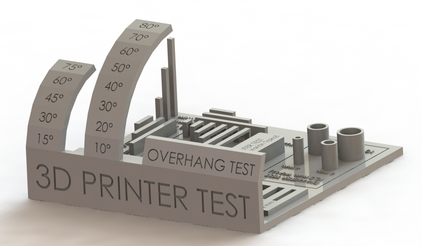
Une pièce regroupant différent tests à effectuer afin de comprendre les limites d’une imprimante
Images :
AndyPants550. (2015). Temperature Stringing calibration blocks [JPG]. Repéré à https://www.thingiverse.com/thing:1028352
CreativeTools. (2013). 3D print infill percentage disks (MakerWare profiles). Repéré à https://www.thingiverse.com/thing:85711
majda107. (2017). All In One 3D Printer test [JPG]. Repéré à https://www.thingiverse.com/thing:2656594
4.4. Problèmes techniques et solutions
Malgré vos connaissances et votre expérience, il se peut que vous rencontriez des problèmes techniques lors de l’impression. Parfois, annuler et recommencer l’impression peut être suffisant pour surmonter certains problèmes. C’est pour cette raison que les premières minutes de l’impression sont importantes et qu’il est parfois rentable de bien surveiller le processus au départ. Toutefois, si des erreurs surviennent toujours après plusieurs essais, il serait mieux d’en chercher les causes et d’effectuer des tests afin de vérifier d’éventuelles hypothèses. Certains problèmes peuvent être réglés par la modification d’un seul paramètre d’impression alors que d’autres nécessitent davantage d’ajustement. Voici une liste non exhaustive de problèmes potentiels avec des hypothèses de solutions, bien qu’il en existe de nombreuses, tirée notamment d’un Wiki dédié à l’impression 3D (RepRap printDoctor, 2017). Si vous rencontrez un problème, n’hésitez pas à chercher sur le net afin de trouver des conseils.
Décollement de la base : La base de la pièce du plateau se décolle lors de l’impression.
Une impression 3D qui décolle de la surface d’impression
Causes possibles :
Le plateau d’impression n’est pas au niveau
La première couche est imprimée trop rapidement
La surface du plateau n’est pas propre
Correctifs proposés
Ajuster le plateau d’impression selon les recommandations du fabricant
Réduire la vitesse d’impression de la première couche
Nettoyer le plateau d’impression ou remplacer sa surface.
Décollement des angles : Les coins de la pièce se décollent du plateau et la base de la pièce n’est pas plane.
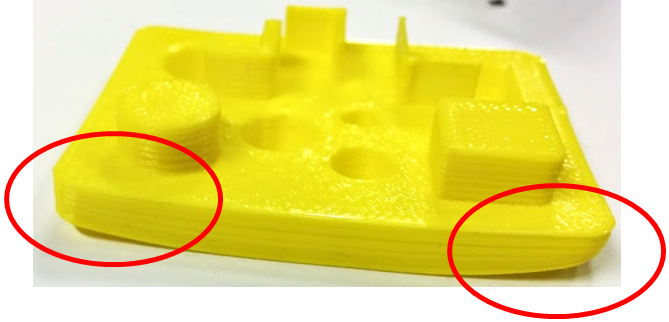
Une pièce dont les coins se sont décollés du plateau d’impression
Causes possibles
Mauvaise adhérence de la pièce au plateau
Coefficient de retrait du matériau trop important
Première couche pas assez « écrasée »
Correctifs proposés
Changer de matériau
Mettre de l'adhésif (colle, 3Dlaque, ruban adhésif…)
Régler correctement la hauteur du plateau
Effondrement : Effondrement ou mauvaise qualité d'une surface en surplomb.
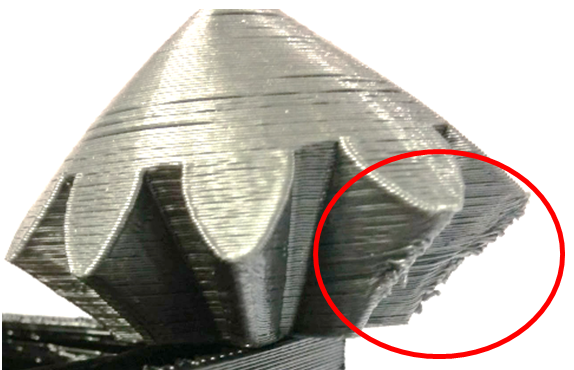
Une pièce dont une partie en surplomb s’est effondrée
Cause possible
La solidification du plastique déposé en périphérie du surplomb n’est pas assez rapide et le filament déposé bouge avant solidification. Le phénomène se répète ou s’accentue d’une couche à l’autre.
Correctifs proposés
Ventiler plus efficacement le plastique déposé (localisation du flux d’air, débit)
Créer des supports
Changer l'orientation de la pièce
Écoulement : De fins filaments sont tissés dans le vide entre différentes parties de la pièce.
Une pièce avec des fils parasitaires comparée à une pièce bien imprimée

Cause possible
Du plastique continue de s'écouler de la tête lors des déplacements de celle-ci, en raison de la pression résiduelle dans la buse d’extrusion.
Correctifs proposés
Augmenter la longueur de retrait du filament (retraction length dans Slic3r, retraction distance dans CuraEngine). Le recul du filament fait chuter la pression dans le corps de chauffe. L’effet peut être modulé en jouant aussi sur la vitesse de retrait.
Augmenter la vitesse de déplacement de la tête. Cela laisse moins de temps au plastique fondu pour s’écouler.
Diminuer la température d’extrusion. Celle-ci est peut-être trop élevée conduisant à un plastique plus fluide s’échappant plus rapidement par l’orifice de la tête.
RepRap printDoctor. (5 mai 2017). Dans Wiki LOGre. Repéré le 21 juillet à https://www.logre.eu/wiki/RepRap_printDoctor
Images :
Anonyme. (2014). 3d printer fail [GIF]. Repéré à https://makeagif.com/gif/3d-printer-fail-C8yNew
RepRap printDoctor. (2017a). 300px-Warping_Defaut_n10 [PNG]. Repéré à https://www.logre.eu/mediawiki/images/thumb/1/15/Warping_Defaut_n10.png/300px-Warping_Defaut_n10.png
{kind=link}
RepRap printDoctor. (2017b). Surplomb_Defaut_n2av [PNG]. Repéré à https://www.logre.eu/mediawiki/images/e/e9/Surplomb_Defaut_n2a.png
{kind=link}
RepRap printDoctor. (2017c). RepRapDoctor_Defaut_n1[PNG]. Repéré à https://www.logre.eu/wiki/Fichier:RepRapDoctor_Defaut_n1.png
{kind=link}